
Збірка та тестування
МОНТАЖ І ТЕСТУВАННЯ
Попередній збір Мінгхе
Minghe Die Casting пропонує гнучкі, економічно вигідні рішення під ключ із інтегрованим виробництвом підскладок та готовими збірками, готовими до виробництва.
Ми в MINGHE CASTING маємо можливості та досвід для проведення багатьох видів збірки та випробувань. Збірка виробів забезпечується для підтримки найвищих стандартів якості, а також ефективного часу обертання, використовуючи конвеєрні лінії для великих кількостей.
Від простого механічного складання та випробування на тиск, до електричного складання та тестування за допомогою мережевого аналізатора. Це дозволить придбати готовий продукт, а не просто компонент.
Електронне тестове обладнання використовується для створення стимулюючих сигналів та захоплення відповідей електронних Приладів. Правильна робота електронного пристрою може бути підтверджена або дефектна у пристрої, що може бути відстежено та відремонтоване. Використання електронного випробувального обладнання є важливим для будь-якого виду робіт з електронними системами.
 |
 |
 |
 |

Наші спроби та зусилля для більш зручного складання
Незалежно від того, чи потрібно вам просто вставити апаратне забезпечення або складна механічна збірка, лиття під тиском Minghe може забезпечити економію часу та економічні послуги для вашого проекту. Ми управляємо вашим повним проектом від створення прототипів, лиття під тиском, механічної обробки, заготівлі запасів та складання. Ми також можемо забезпечити комплектування деталей, що збираються, для вашої виробничої лінії та комплектів для ремонту. Починаючи від невеликих механічних вузлів і закінчуючи складними електромеханічними корпусами, ми пристосовуємо монтажні рішення відповідно до ваших потреб.
1. Структура лиття під тиском
Завдяки широкому застосуванню технології обробки з ЧПУ, складність структури виливки в матриці продовжує зростати. При обробці деяких виливків з матриці позиціонування та затиск дуже важкі, і вони не підходять для багаторазового позиціонування та затискання. Одноразова технологія формування загальної механічної обробки полягає в обертанні та повороті робочого столу відповідно до кута на горизонтальному або вертикально-горизонтальному верстатному верстатному верстатному верстаті, щоб одночасно обробити всі торці та отвори деталі для лиття під тиском, і тоді відповідати всім вимогам геометричного допуску креслення. Частина, з'єднана з технологічною ручкою, шарується і фрезерується, щоб відокремити технологічну ручку від заготовки.
2. Принцип обробки
Скористайтеся усіма перевагами багатокутової та всеспрямованої обробки обробного центру з ЧПУ, використовуйте характеристики твердосплавного фрези для обробки деталей з низькою деформацією при високій швидкості та невеликій подачі, використовуйте залишкову частину профільної частини як функція позиціонування та натискання, а також використовуйте програмне забезпечення UG для автоматичного функціонування. Функція програмування забезпечує узгодженість деталей, що обробляються, та хорошу згуртованість усіх сторін.
3. Ефект реалізації
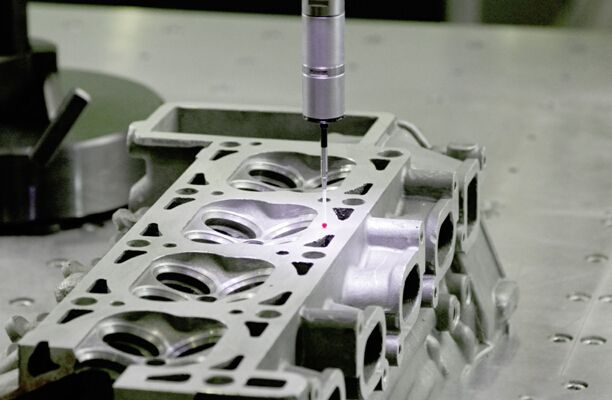
Деталі для лиття під тиском застосовують інтегровану технологію обробки та одноразового формування. Коли деталі для лиття під тиском виготовляються масово, після трикоординатного огляду статистичні дані про точність форми та положення такі: К площинність базової площини ≤ 0.012 мм, М плоскості базової площини ≤ 0.01 мм, М паралельна задній частині Ступінь ≤0.015мм, перпендикулярність φ30мм до основи М дорівнює ≤0.013мм, перпендикулярність φ32мм до основи К дорівнює ≤0.015мм, перетин φ30мм і осі φ32мм становить ≤0.014мм. При масовому виробництві точність форми та положення деталей стабільна, а ефективність виробництва значно покращена.
4. Застосування та розширення
Технологія одноразового формування методом інтегральної обробки деталей може застосовуватися не тільки в горизонтальних обробних центрах, але також у вертикальних та вертикально-горизонтальних переробних центрах. Деталі для лиття під тиском можуть бути оброблені та сформовані за один етап на п’ятивісному обробному центрі, а ручки технологічного процесу можуть бути фрезеровані шарами; деталі для лиття під тиском можуть обробляти перевернутою пластиною на тривісному обробному центрі. Видалити залишкову технологічну платформу.
5. Застосування загальної механічної обробки
Технологія одноразового формування цілісної обробки деталей в основному використовується при обробці деталей зі складним позиціонуванням та затисканням. Процедури обробки можна поєднувати для підвищення ефективності роботи та забезпечення точності форми та положення; його можна використовувати для парного різання деталей симетричної конструкції для зменшення кількості затискачів, економії виробничих витрат на оснащення; підходить для високошвидкісної та малоподавальної скануючої обробки пошарово, сила різання невелика, тепло різання невелике під час обробки, а деталі лиття під тиском не схильні до деформації напруги. Ця концепція обробки поступово просувається на фабриках лиття під тиском.
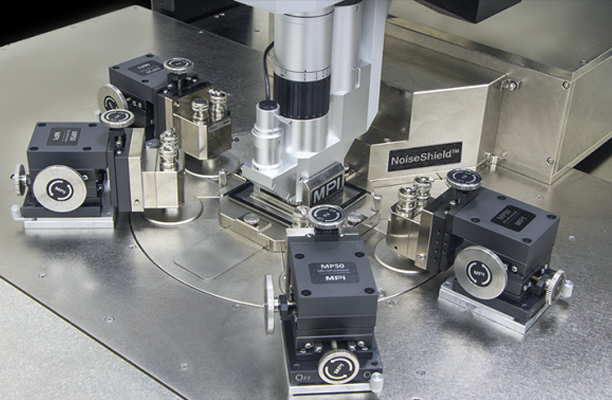
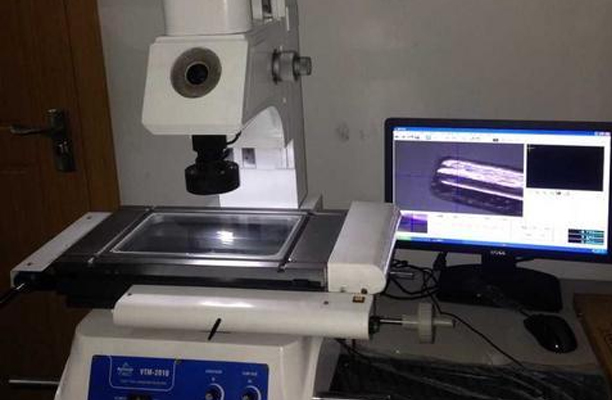
Наш список вимірювального обладнання
 |
|
 |
|
 |
|
 |
|
 |
|
 |
|