
Постійне лиття цвілі
Що таке постійне лиття цвілі
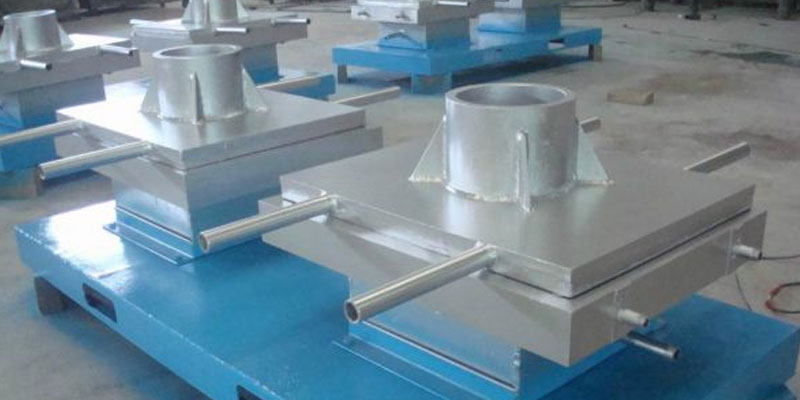
Постійне лиття під тиском - це процес лиття металів, який використовує форми для багаторазового використання (так звані «постійні форми», загалом виготовлені з металу). Використання сили тяжіння для заповнення форми - найпоширеніший метод, який називається гравітаційним литтям, але існують також процеси, що використовують тиск повітря або вакуум. Існує також різновид гравітаційного лиття, що називається методом лиття в бітум, який використовується для виготовлення порожнистих виливків. Зазвичай використовувані ливарні метали включають алюмінієві, магнієві та мідні сплави. Інші матеріали, такі як олово, цинк та сплави свинцю, а також сталь та залізо також будуть лити за допомогою графітових форм.
Постійне лиття під тиском також називають литтям за типом металу. Це метод лиття, при якому рідкий метал розливають у металеві форми для отримання виливків. Форма виготовлена з металу і може використовуватися неодноразово (сотні-тисячі разів). Виливки, які можна виготовити методом лиття з металевої форми, мають певні обмеження щодо ваги та форми. Наприклад, чорні метали можуть бути лише виливками простої форми; вага виливків не може бути занадто великою; товщина стінки також обмежена, а товщина стінки менших виливків неможлива відлити
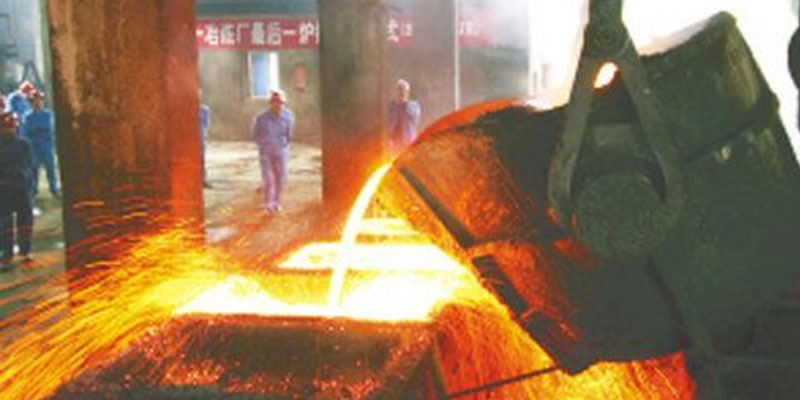
У різних додатках, які вимагають масового виробництва або реплікації, необхідний постійний процес лиття цвілі. У цьому процесі прес-форма попередньо нагрівається. Цей етап видаляє вологу, яка може існувати у формі, і запобігає занадто швидкому охолодженню розплавленого металу. Попередній нагрів постійної форми також може запобігти пошкодженню форми через термічне розширення при введенні розплавленого металу в форму. Найпоширенішим методом є використання сили тяжіння, щоб просто залити рідкий метал у розігріту форму. Цей метод є найменш витратним методом постійного лиття форми, оскільки вимагає менше обладнання, але він не підходить для ситуацій, коли рідкий метал може не досягати всіх ділянок форми. У випадку постійних форм з деталями, які повинні бути заповнені розплавленим металом, для введення металу може знадобитися вакуум або тиск. У випадку постійних форм, що підтримуються тиском, застосовується низький тиск для примушення розплавленого металу до форми для лиття. Для постійного лиття форми за допомогою вакууму з форми витягується повітря, утворюючи вакуум низького тиску, втягуючи метал у форму. В обох випадках тиск призведе до того, що розплавлений метал заповнить невеликі простори та дрібні деталі, інакше це може зіпсувати виливку. Ще однією зміною в процесі лиття з металевої форми є метод розливання грязями. При цьому способі розплавлений метал заливається у форму і твердне навколо зовнішнього краю оболонки. Як тільки литий метал почне твердіти, рідкий метал в центрі буде виливатися, залишаючи порожнисту виливку, придатну для декору та декоративних виробів.

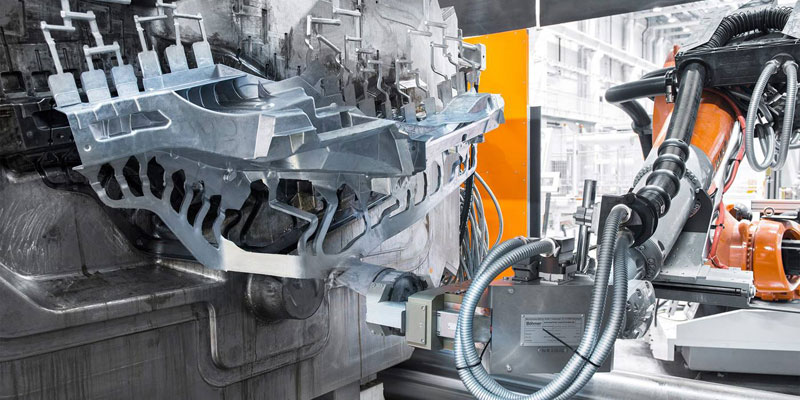
Minghe - досвідчений постачальник послуг по постійному литтю прес-форм, виробник та експортер у Китаї, спеціалізується на пропонуванні найкращих послуг по постійному литтю прес-форм для вищої якості недорогих металевих деталей або деталей, завдяки вражаючому асортименту сучасних форм машини для лиття під тиском, такі як шестерні, шліци, ободи, коробки передач, фітинги для труб, корпуси системи впорскування палива, поршні двигуна автомобіля тощо. Наше вдосконалене ливарне обладнання регулярно працює з різноманітними матеріалами, починаючи від міді, латуні, нержавіючої сталі, вуглецева сталь, алюміній та титан. Ми завжди можемо вибрати відповідний процес лиття металу, щоб задовольнити ваші вимоги. Наші послуги постійного лиття під тиском гарантують, що наші клієнти отримують найвищі деталі для лиття. Надішліть запит або швидко намалюйте, щоб отримати онлайн-кастинг.
Переваги та недоліки постійного лиття цвілі
Порівняння постійного лиття під тиском та лиття з піску: Технологія та економія мають багато переваг.
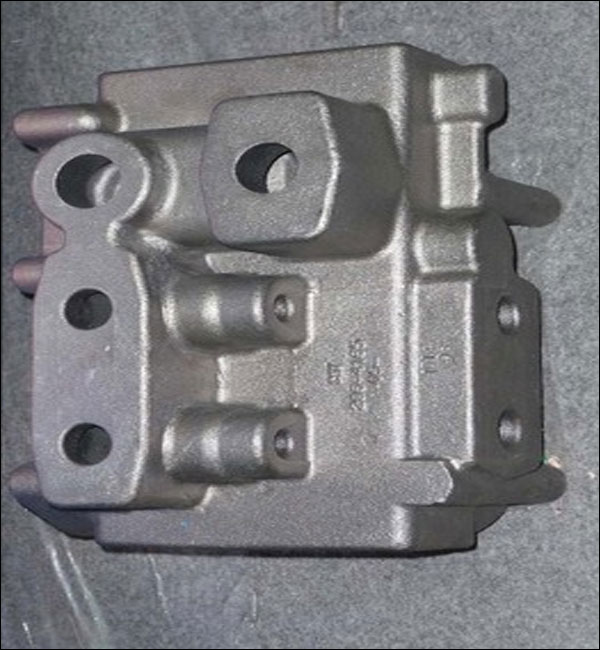
- - Металеві виливки мають вищі механічні властивості, ніж виливки з піску. Для того ж сплаву його міцність на розрив може бути збільшена в середньому приблизно на 25%, межа текучості може бути збільшена в середньому приблизно на 20%, а також значно покращено стійкість до корозії та твердість;
- - точність та обробка поверхні виливків вища, ніж у виливків з піску, а якість та розмір стабільні;
- - технологічний вихід виливків високий, а витрата рідкого металу зменшується, загалом заощаджуючи 15-30%;
- - не використовується пісок або менше піску, зазвичай можна заощадити 80-100% модельних матеріалів;
Крім того, постійне лиття під тиском має високу ефективність виробництва; зменшує причини дефектів лиття; процес простий, і легко здійснити механізацію та автоматизацію. Хоча постійне лиття цвіллю має багато переваг, воно має і недоліки. Як от:
- - Вартість виготовлення металевих форм висока;
- - Металевий тип не пропускає повітря і не відступає, що легко спричинити такі дефекти, як недостатня заливка, розтріскування або білий отвір чавуну;
- - При постійному литті форми робоча температура форми, температура заливки та швидкість сплаву, час перебування виливки у формі та використовуване покриття дуже чутливі до якості виливки і потребують суворого контролю .
Тому, приймаючи рішення про використання постійного лиття під тиском, слід всебічно враховувати наступні фактори: форма та вага виливка повинні відповідати; має бути достатня кількість партій; термін виконання виробничого завдання дозволений.
Характеристики лиття постійного лиття під тиском
Металеві форми та форми з піску мають суттєві відмінності у характеристиках. Наприклад, формочки з піску мають повітропроникність, а металеві - ні; піскові форми мають погану теплопровідність, металеві форми мають хорошу теплопровідність, піскові форми відступають, а металеві - ні. Ці характеристики металевої форми визначають, що вона має свої правила в процесі формування лиття.
Вплив зміни газового стану в порожнині на формування виливка: Коли метал заповнений, газ у порожнині повинен швидко розряджатися, але метал не має газопроникності. Поки нехтують процесом, якість виливки буде негативно впливати. .
Характеристики теплообміну під час застигання виливка: як тільки розплавлений метал потрапляє в порожнину, він передає тепло металевій стінці. Рідкий метал втрачає тепло через стінку форми, твердне і стискається, тоді як стінка форми отримує тепло, підвищує температуру і одночасно розширюється. В результаті між виливком і стінкою форми утворюється «зазор». Перш ніж система "лиття-зазор-металева форма" досягне тієї ж температури, виливка може розглядатися як охолодження в "зазорі", тоді як стінка металевої форми нагрівається через "зазор".
Металева форма перешкоджає впливу усадки на виливки: металеві форми або металеві стрижні не відступають під час процесу затвердіння виливків і перешкоджають усадці виливків. Це ще одна його особливість
Різні типи сценарію виробництва постійного лиття цвілі
Minghe завжди дотримується вимог замовника та стандартів обслуговування компанії. У будь-якому зв’язку з дизайном прес-форми, збіркою прес-форми, налагодженням прес-форми, випробувальним виробництвом прес-форм, процесом лиття тощо є спеціальні інженери, щоб тримати вас у телефоні;

| Постійний процес лиття цвілі (1)▶ |

| Постійний процес лиття цвілі (2)▶ |

| Постійний процес лиття цвілі (3)▶ |
| Постійний процес лиття цвілі (4)▶ |
| Постійний процес лиття цвілі (5)▶ |
| Постійний процес лиття цвілі (6)▶ |

| Постійний процес лиття цвілі (7) ▶ |

| Постійний процес лиття цвілі (8)▶ |
Тематичні дослідження Мінге щодо постійного лиття цвілі
Послуги з виготовлення відливок Minghe доступні як для проектування, так і для реальних та малих обсягів виробництва деталей для лиття під тиском, деталей для лиття з піску, деталей для лиття під тиском, деталей для лиття з металу, деталей для лиття з втраченого пінопласту тощо.







Перейдіть, щоб переглянути більше досліджень випадків лиття деталей >>>
Виберіть найкращого постійного постачальника ливарних форм
В даний час наші постійні деталі для лиття цвілей експортуються до Америки, Канади, Австралії, Великобританії, Німеччини, Франції, Південної Африки та багатьох інших країн світу. Ми зареєстровані за стандартом ISO9001-2015, а також сертифіковані SGS.
Наша спеціальна послуга виготовлення ливарних форм забезпечує постійне та доступне відливання, яке відповідає вашим вимогам для автомобільної, медичної, аерокосмічної, електроніки, харчової промисловості, будівництва, безпеки, морської та інших галузей промисловості. Швидко надішліть запит або надішліть креслення, щоб отримати безкоштовну ціну в найкоротший час. Зв’яжіться з нами або надішліть електронною поштою sales@hmminghe.com щоб побачити, як наші люди, обладнання та інструменти можуть забезпечити найкращу якість за найкращою ціною для вашого проекту постійного лиття цвілі
Ми надаємо послуги з кастингу:
Послуги Minghe Casting, що працюють з литтям піску, ca литтям металів, литтям під тиском, литтям пінопласту тощо.
Пісок кастинг
Пісок кастинг це традиційний процес лиття, який використовує пісок як основний модельний матеріал для виготовлення форм. Гравітаційне лиття зазвичай застосовується для піщаних форм, а лиття під низьким тиском, відцентрове лиття та інші процеси також можуть застосовуватися, коли є особливі вимоги. Відливання з піску має широкий діапазон пристосованості, можна використовувати дрібні шматки, великі шматки, прості шматки, складні шматки, одиничні шматки та великі кількості.
Постійне лиття цвілі
Постійне лиття цвілі мають тривалий термін служби та високу ефективність виробництва, не тільки мають гарну точність розмірів і гладку поверхню, але також мають вищу міцність, ніж виливки з піску, і рідше пошкоджуються при заливанні того самого розплавленого металу. Отже, при масовому виробництві середніх та малих виливків з кольорових металів, до тих пір, поки температура плавлення ливарного матеріалу не надто висока, металеве лиття зазвичай є кращим.

Кастинг інвестицій
Найбільша перевага інвестиційний лиття полягає в тому, що, оскільки інвестиційні виливки мають високу точність розмірів та обробку поверхні, вони можуть зменшити обробні роботи, але залишають трохи припуску на обробку деталей із вищими вимогами. Видно, що використання методу лиття під тиском може заощадити багато верстатобудування та обробних людських годин, а також значно заощадити металеву сировину.
Лиття з втраченою піною
Втрачена піна лиття полягає у поєднанні моделей з парафінового воску або пінопласту, подібних за розміром та формою виливки, в кластери моделей. Після чищення та сушіння вогнетривких покриттів їх закопують у сухий кварцовий пісок для вібраційного моделювання та виливають під негативним тиском для газифікації моделі. , Рідкий метал займає позицію моделі та утворює новий метод лиття після затвердіння та охолодження.

Лиття під тиском
Лиття під тиском - це процес лиття металу, який характеризується подачею високого тиску на розплавлений метал за допомогою порожнини форми. Форми, як правило, виготовляються із сплавів високої міцності, і цей процес дещо схожий на лиття під тиском. Більшість виливків без штампів не містять заліза, таких як цинк, мідь, алюміній, магній, свинець, олово та свинцево-олов'яні сплави та їх сплави. Minghe був вершиною Китаю служба лиття під тиском так як 1995.
Відцентрове лиття
Відцентрове лиття являє собою техніку та спосіб впорскування рідкого металу у високошвидкісну обертову форму, так що рідкий метал відцентровим рухом заповнює форму і формує виливку. Завдяки відцентровому руху рідкий метал може добре заповнити форму в радіальному напрямку і сформувати вільну поверхню виливка; він впливає на процес кристалізації металу, тим самим покращуючи механічні та фізичні властивості виливка.

Відливання низького тиску
Відливання низького тиску означає, що форма, як правило, розміщується над герметичним тиглем, а стиснене повітря подається в тигель, щоб викликати низький тиск (0.06 ~ 0.15 МПа) на поверхні розплавленого металу, так що розплавлений метал піднімається з труби стояка до заповнити форму і контролювати затверділий метод лиття. Цей метод лиття має гарну подачу і щільну структуру, легко відливає великі тонкостінні складні виливки, не має стояків і коефіцієнт відновлення металу 95%. Відсутність забруднення, проста в реалізації автоматизація.
Вакуумне лиття
Вакуумне лиття - це процес лиття, при якому метал виплавляють, виливають та кристалізують у вакуумній камері. Вакуумне лиття може мінімізувати вміст газу в металі та запобігти окисленню металу. Цей метод дозволяє отримати дуже вимогливі виливки зі спеціальної легованої сталі та надзвичайно легко окислювані виливки з титанових сплавів. У Minghe Casting є підзавод з вакуумного лиття, якого достатньо для вирішення всіх проблем, пов’язаних з вакуумним литтям