
Кастинг інвестицій
Що таке кастинг інвестицій
Кастинг інвестицій, також відомий як лиття загубленого воску, включає такі процеси, як пресування воску, відновлення воску, збирання дерев, занурення суспензії, плавлення воску, лиття розплавленого металу та подальша обробка. Відлиття з втраченого воску полягає у використанні воску для виготовлення воскової форми деталі, що відливається, а потім покриття воскової форми брудом, що є грязьовою формою. Після висихання глиняної форми покладіть її в гарячу воду, щоб розплавити внутрішню воскову форму. Вийміть глиняну форму з розплавленої воскової форми і розпаліть її у гончарній формі. Після смаження. Як правило, заливний отвір залишають при виготовленні грязьової форми, а потім з розливного отвору заливають розплавлений метал. Після охолодження виготовляються необхідні деталі.
При використанні воску як зразка, лиття під тиском також називають «литтям втраченого воску». Матеріал виготовляють у вигляді малюнка, а поверхня малюнка покривають декількома шарами вогнетривкого матеріалу для виготовлення оболонки прес-форми, а потім малюнок розплавляють і вивантажують із оболонки прес-форми, отримуючи форму без поверхні, що розлучається. Після обсмажування при високій температурі його можна заповнити піском і насипати. Оскільки зразки широко виготовляються з воскових матеріалів, лиття під тиском часто називають "литтям з втраченого воску".
Матеріали, що використовуються при литті з воску - типи інвестиційних виливків
- Вуглецева сталь
- Легована сталь
- Жароміцний сплав
- Нержавіюча сталь
- Прецизійний сплав
- Сплав з постійним магнітом
- Сплав підшипника
- мідний сплав
- Алюмінієвий сплав
- Титановий сплав
- Вузловий чавун та ін.
Форма інвестиційних виливків, як правило, є більш складною. Мінімальний діаметр отворів, які можна виливати на виливках, може досягати 0.5 мм, а мінімальна товщина стінки виливків - 0.3 мм. На виробництві можна поєднувати деякі деталі, які спочатку складалися з кількох частин. Змінюючи структуру деталей, вони можуть бути спроектовані як цілісні деталі та безпосередньо відлиті за допомогою інвестиційного лиття, щоб заощадити робочі години та витрати металевих матеріалів, а також зробити структуру деталей більш розумною.
Вага інвестиційних виливків в основному становить від нуля до десятків великої рогатої худоби (від декількох грамів до десяти кілограмів, як правило, не більше 25 кг), і складніше виробляти занадто важкі виливки за допомогою інвестиційного лиття.
Процес лиття під тиском складніший і важчий для контролю, а використовувані та споживані матеріали дорожчі. Тому він підходить для виробництва дрібних деталей складної форми, високих вимог до точності або інших труднощів обробки, таких як лопаті турбінного двигуна.
Minghe Casting - це сертифікований ISO9001: 2015 китайський виробник авансових виробів стандартних та складних прототипів для точного відлиття воску Моделі або візерунки з воску та смоли можуть бути виконані лише за кілька годин із файлів САПР або математичних даних. Прототипи металевого лиття можуть бути виготовлені всього за 2-4 тижні, а повні литі та механічно оброблені деталі можуть бути розроблені всього за 3-5 тижнів. Промисловість, що обслуговується, включає аерокосмічну, автомобільну, оборонну, морську, медичну, ядерну, нафтогазову, а також інструментальну та плашкову.

Переваги процесу відлиття інвестицій
Функції кастингу інвестицій можна узагальнити наступним чином:
- - Може виробляти великі деталі
- - Може утворювати складні фігури
- - Високоміцні деталі
- - Високий рівень виробництва
- - Точність розмірів інвестиційних виливків є відносно високою, як правило, до CT4-6 (лиття з піску становить CT10 ~ 13, лиття під тиском CT5 ~ 7)
- - Лиття з водного скла, низька температура лиття з втраченим воском процес, здатність відливати вироби становить від 0.5 кг до 100 кг. Зазвичай використовуються матеріали - вуглецева сталь, легована сталь та нержавіюча сталь, зносостійкий матеріал тощо.
- - Оздоблення поверхні інвестиційних виливків вища, ніж у загальних виливків, як правило, до Ra.1.6 ~ 3.2 мкм.
- - Використання методу лиття за рахунок інвестицій може значно заощадити обладнання верстатів та людські години, а також значно заощадити металеву сировину.
- - Інвестиційне лиття дозволяє лити складні виливки з різних сплавів, особливо високотемпературні виливки зі сплавів. Наприклад, лезо реактивного двигуна, його обтічний профіль та охолоджуюча порожнина навряд чи можуть бути сформовані за допомогою технології обробки. Виробництво за допомогою інвестиційного процесу лиття дозволяє не тільки досягти масового виробництва, забезпечити консистенцію виливків, але й уникнути концентрації напружень залишкових слідів ножа після механічної обробки.

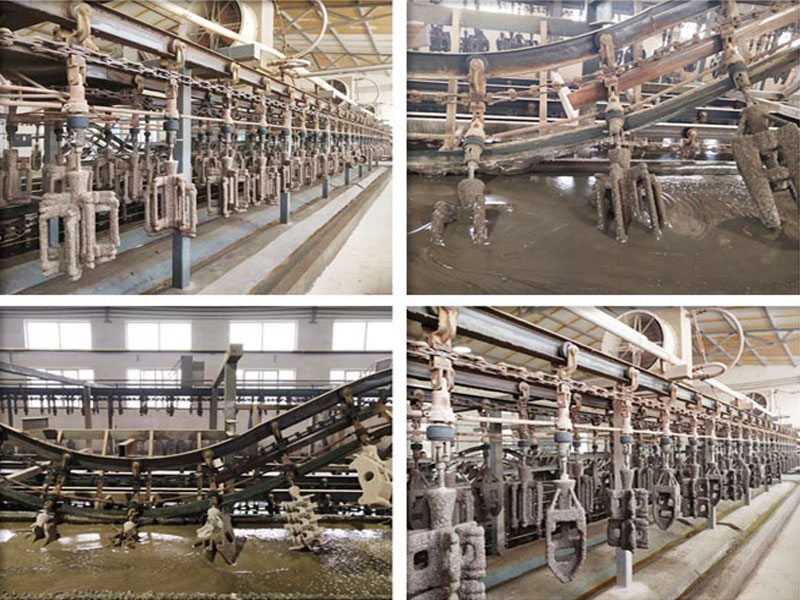
Процес виробництва апаратного забезпечення Minghe для лиття під тиском
Інвестиційне лиття (лиття із втраченого воску) - це процес використання воску для виготовлення форми деталей, що підлягають відливанню, а потім воскова форма покривається брудом, яка називається глиняною формою. Після висихання глиняної форми нагрійте та розплавіть внутрішню воскову форму. Після розплавлення воскової форми вийміть глиняну форму і випікайте її у керамічній формі. Як правило, затворну систему залишають при виготовленні грязьової форми, тоді розплавлений метал можна заливати у форму. Охолоджуйте його до застигання деталі, виготовляючи необхідні деталі.

| Розробка та дизайн цвілі ▶ |

| Майстерня втраченого воску ▶ |

| Інспекція втраченого воску ▶ |

| Дерево воскових груп▶ |

| Кремнеземна сольова оболонка ▶ |
| Посилення водяного скла▶ |

| Депарафінізація парою ▶ |

| Смаження-заливка▶ |

| Видалити шліфування воріт ▶ |

| Пустий Позитив▶ |

| Повне точне лиття▶ |

| Збирай та корабель▶ |
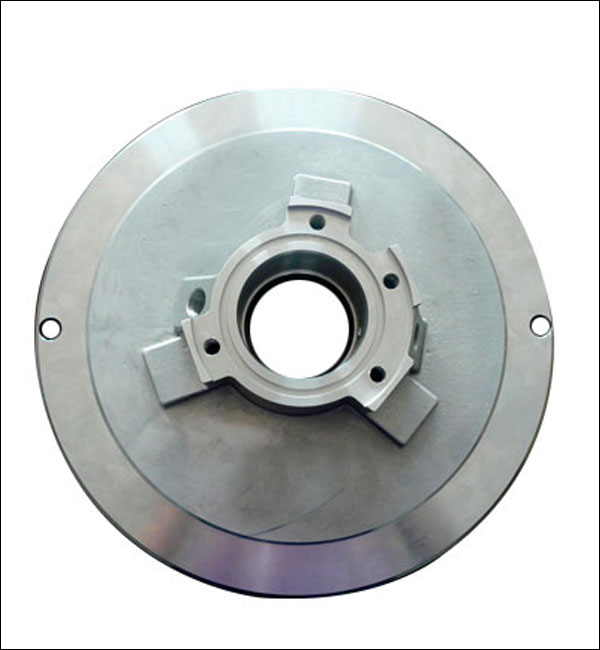
Тематичні дослідження Мінґе з інвестиційного лиття
Послуги з виготовлення відливок Minghe доступні як для проектування, так і для реальних та низьких та великих обсягів виробництва деталей для лиття під тиском, деталей для лиття з піску,інвестиційний лиття деталі, деталі для лиття металів, деталі для лиття з втраченого пінопласту тощо.











Перейдіть, щоб переглянути більше досліджень випадків лиття деталей >>>
Виберіть найкращого постачальника інвестиційного лиття
В даний час наші деталі для лиття під інвестиції експортуються до Америки, Канади, Австралії, Великобританії, Німеччини, Франції, Південної Африки та багатьох інших країн світу. Ми зареєстровані за стандартом ISO9001-2015, а також сертифіковані SGS.
Наша спеціальна послуга виготовлення відливок для інвестицій забезпечує довговічні та доступні виливки, які відповідають вашим вимогам для автомобільної, медичної, аерокосмічної, електронної, харчової, будівельної, охоронної, морської та інших галузей промисловості. Швидко надішліть запит або надішліть креслення, щоб отримати безкоштовну пропозицію в найкоротші терміни. Зв’яжіться з нами або електронною поштою sales@hmminghe.com щоб побачити, як наші люди, обладнання та інструменти можуть забезпечити найкращу якість за найкращу ціну для вашого проекту по кастингу.
Ми надаємо послуги з кастингу:
Послуги Minghe Casting, що працюють з литтям піску, ca литтям металів, литтям під тиском, литтям пінопласту тощо.
Пісок кастинг
Пісок кастинг це традиційний процес лиття, який використовує пісок як основний модельний матеріал для виготовлення форм. Гравітаційне лиття зазвичай застосовується для піщаних форм, а лиття під низьким тиском, відцентрове лиття та інші процеси також можуть застосовуватися, коли є особливі вимоги. Відливання з піску має широкий діапазон пристосованості, можна використовувати дрібні шматки, великі шматки, прості шматки, складні шматки, одиничні шматки та великі кількості.
Постійне лиття цвілі
Постійне лиття цвілі мають тривалий термін служби та високу ефективність виробництва, не тільки мають гарну точність розмірів і гладку поверхню, але також мають вищу міцність, ніж виливки з піску, і рідше пошкоджуються при заливанні того самого розплавленого металу. Отже, при масовому виробництві середніх та малих виливків з кольорових металів, до тих пір, поки температура плавлення ливарного матеріалу не надто висока, металеве лиття зазвичай є кращим.

Кастинг інвестицій
Найбільша перевага інвестиційний лиття полягає в тому, що, оскільки інвестиційні виливки мають високу точність розмірів та обробку поверхні, вони можуть зменшити обробні роботи, але залишають трохи припуску на обробку деталей із вищими вимогами. Видно, що використання методу лиття під тиском може заощадити багато верстатобудування та обробних людських годин, а також значно заощадити металеву сировину.
Лиття з втраченою піною
Втрачена піна лиття полягає у поєднанні моделей з парафінового воску або пінопласту, подібних за розміром та формою виливки, в кластери моделей. Після чищення та сушіння вогнетривких покриттів їх закопують у сухий кварцовий пісок для вібраційного моделювання та виливають під негативним тиском для газифікації моделі. , Рідкий метал займає позицію моделі та утворює новий метод лиття після затвердіння та охолодження.

Лиття під тиском
Лиття під тиском - це процес лиття металу, який характеризується подачею високого тиску на розплавлений метал за допомогою порожнини форми. Форми, як правило, виготовляються із сплавів високої міцності, і цей процес дещо схожий на лиття під тиском. Більшість виливків без штампів не містять заліза, таких як цинк, мідь, алюміній, магній, свинець, олово та свинцево-олов'яні сплави та їх сплави. Minghe був вершиною Китаю служба лиття під тиском так як 1995.
Відцентрове лиття
Відцентрове лиття являє собою техніку та спосіб впорскування рідкого металу у високошвидкісну обертову форму, так що рідкий метал відцентровим рухом заповнює форму і формує виливку. Завдяки відцентровому руху рідкий метал може добре заповнити форму в радіальному напрямку і сформувати вільну поверхню виливка; він впливає на процес кристалізації металу, тим самим покращуючи механічні та фізичні властивості виливка.

Відливання низького тиску
Відливання низького тиску означає, що форма, як правило, розміщується над герметичним тиглем, а стиснене повітря подається в тигель, щоб викликати низький тиск (0.06 ~ 0.15 МПа) на поверхні розплавленого металу, так що розплавлений метал піднімається з труби стояка до заповнити форму і контролювати затверділий метод лиття. Цей метод лиття має гарну подачу і щільну структуру, легко відливає великі тонкостінні складні виливки, не має стояків і коефіцієнт відновлення металу 95%. Відсутність забруднення, проста в реалізації автоматизація.