
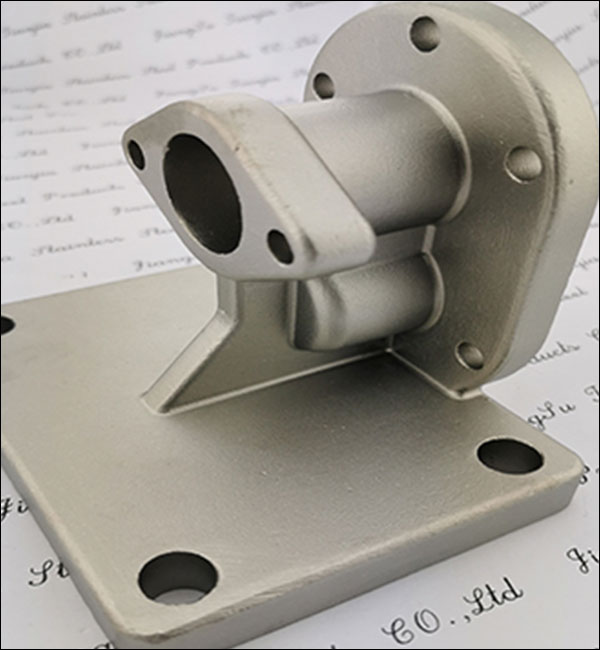
Лиття з нержавіючої сталі
Послуги з лиття з нержавіючої сталі - виготовлення на замовлення деталей зі сплавів з нержавіючої сталі Китайська компанія
IATF 16949 СЕРТИФІКОВАНЕ ВИРОБНИЦТВО АКТИСУ ДЛЯ ЛІТИНГУ SUS
Що таке лиття з нержавіючої сталі? Прецизійне лиття з нержавіючої сталі або лиття під тиском, процес на основі золі кремнезему. Це процес лиття з низьким різанням або без різання. Це відмінна технологія обробки у ливарній промисловості. Він має широкий спектр застосування. Він не тільки підходить для лиття різних типів та сплавів, але також виробляє виливки з точністю до розмірів. Якість поверхні вища, ніж у інших методів лиття, і навіть складні, стійкі до високих температур та важкі в обробці виливки, які важко відлити за допомогою інших методів лиття, можна відлити за допомогою інвестиційного лиття.
Переваги матеріалу з нержавіючої сталі (лиття деталей з нержавіючої сталі):
- Дуже висока міцність на розрив
- Відмінна зносостійкість та корозійна стійкість
- Хороша формуваність і зварюваність
- Гігієнічний з чудовою очищуваністю
- Хороша продуктивність при високих / низьких температурах
Якщо ви шукаєте професійного постачальника лиття, щоб забезпечити високоякісне лиття деталей з нержавіючої сталі, Minghe є одним з найбільш доступних і здатних виробників, що спеціалізується на процесі лиття з нержавіючої сталі на сучасному ливарному обладнанні. Маючи великий досвід та широкі знання, наше ливарне обладнання може досягти надзвичайно допустимих допусків у масовому виробництві деталей та виробів для лиття з нержавіючої сталі. Наші досвідчені інженери-проектувачі та машиністи ретельно проаналізують ваш проект та оброблять його за допомогою найефективнішого процесу відлиття інвестицій, щоб задовольнити ваші конструктивні вимоги, одночасно оптимізуючи ваш час та вартість. спеціальне лиття із втраченого воску на деталях з нержавіючої сталі для багатьох галузей промисловості. Будь ласка, зв'яжіться з нами для лиття та обробки конкретних матеріалів.



Зверніться до нашого інженера з лиття деталей з нержавіючої сталі сьогодні, щоб обговорити особливості ваших складних проектів.
Відливання з нержавіючої сталі
Вже в 1910 році було виявлено, що коли вміст Cr в сталі перевищує 12%, він має хорошу стійкість до корозії та окислення. На додаток до того, що містять більше 12% Cr, типова нержавіюча сталь також містить один або кілька інших легуючих елементів, таких як Ni, Mo, Cu, Nb, Ti і N2.
Виливка з нержавіючої сталі підходить не тільки для лиття різних типів та сплавів, але також виробляє виливки з більшою точністю розмірів та якістю поверхні, ніж інші методи лиття. Навіть інші методи лиття важко лити складні, стійкі до високих температур і важко обробляти виливки. , Можна відлити за допомогою інвестиційного лиття.
Так званий процес лиття під тиском полягає просто у використанні плавких матеріалів (таких як віск або пластик) для виготовлення плавкої моделі (що називається інвестицією або моделлю), нанесення на неї декількох шарів спеціальних вогнетривких покриттів, а потім її висушування та затвердіння . Сформувавши цілісну оболонку, використовуйте пару або гарячу воду, щоб розтопити модель із оболонки, а потім покладіть оболонку в пісочницю, заповніть форму сухим піском навколо неї і, нарешті, поставте форму у випалювальну піч через обсмажування при високій температурі (якщо використовується високоміцна прес-форма, оболонку прес-форми після демонтажу можна безпосередньо обпалити без моделювання). Після випалювання форми або форми в неї заливають розплавлений метал для отримання виливки.
Точність розмірів інвестиційних виливків є відносно високою, як правило, до CT4-6 (CT10 ~ 13 для лиття піску та CT5 ~ 7 для лиття під тиском). Звичайно, внаслідок складного процесу лиття під тиском є багато факторів, які впливають на точність розмірів виливків, наприклад, форми. Усадка матеріалу, деформація інвестиційної форми, лінійна зміна оболонки в процесі нагрівання та охолодження, усадка сплаву та деформація виливки в процесі затвердіння тощо, тому точність розмірів звичайні інвестиційні виливки високі, але його послідовність все ще потребує вдосконалення (консистенцію розмірів виливків із воском середньої та високої температури слід значно покращити).
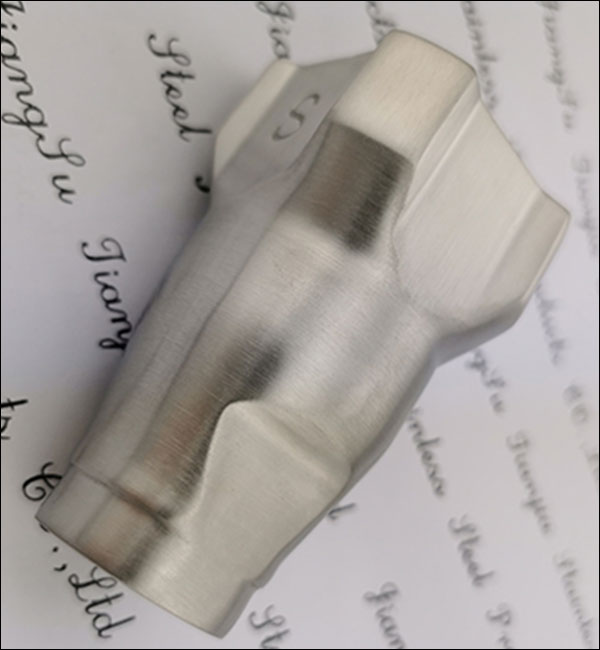
При пресуванні інвестиційної форми використовується тип тиску з високою гладкістю поверхні порожнини, тому гладкість поверхні інвестиційної форми також є відносно високою. Крім того, оболонка виконана з вогнетривкого покриття, виготовленого із спеціального високотемпературного клею та вогнетривкого матеріалу, який нанесений на інвестиційну форму, а внутрішня поверхня порожнини, яка безпосередньо контактує з розплавленим металом, має висока плавність. Тому обробка поверхні інвестиційних виливків вища, ніж у загальних виливків, загалом досягаючи Ra.1.6 ~ 3.2 мкм.
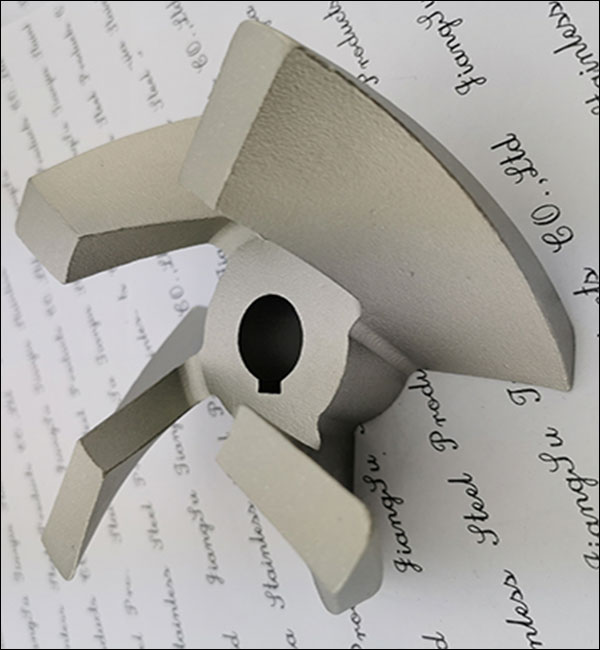
Найбільша перевага інвестиційного лиття полягає в тому, що оскільки інвестиційні виливки мають високу точність розмірів та обробку поверхні, обробні роботи можна зменшити, але лише невелика кількість припуску на обробку можна залишити на деталях, що мають більш високі вимоги, і навіть деякі виливки мають лише залишити припуск на шліфування та полірування, і його можна використовувати без механічної обробки. Видно, що використання методу лиття під тиском може заощадити багато верстатобудування та обробних людських годин, а також значно заощадити металеву сировину.
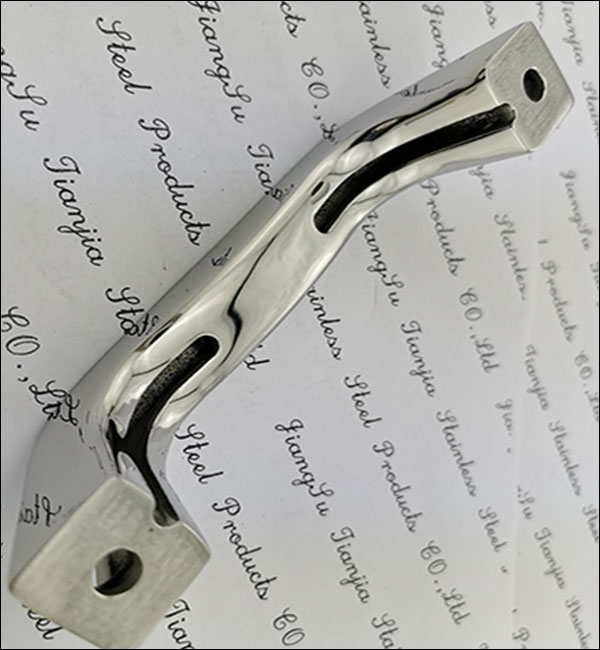
Ще однією перевагою методу лиття під тиском є те, що він може лити складні виливки з різних сплавів, особливо виливки з високотемпературних сплавів. Наприклад, лезо реактивного двигуна, його обтічний профіль та охолоджуюча порожнина навряд чи можуть бути сформовані за допомогою технології обробки. Виробництво за допомогою інвестиційного процесу лиття дозволяє не тільки досягти масового виробництва, забезпечити консистенцію виливків, але й уникнути концентрації напружень залишкових слідів ножа після механічної обробки.
Литий матеріал з нержавіючої сталі
Литу нержавіючу сталь, як правило, можна розділити на три категорії, а саме: середню і високоміцну мартенситну нержавіючу сталь для інженерних конструкцій, корозійно-стійку нержавіючу сталь і жароміцну нержавіючу сталь.
- Середня та високоміцна мартенситна нержавіюча сталь: включаючи мартенситну нержавіючу сталь і нержавіючу сталь, що затвердіє. В технічному застосуванні механічні властивості є основним показником, і він стійкий до атмосферних середовищ та більш м'яких корозійних середовищ (таких як вода та деякі органічні речовини) Хороша корозія. Металографічна структура - мартенсит з низьковуглецевої планки.
- Нержавіюча нержавіюча сталь: також відомий як нержавіюча та кислотостійка сталь. В основному він оцінює його корозійну стійкість. Його можна розділити на дві категорії: хромова нержавіюча сталь та нікель-хромова нержавіюча сталь. Основними факторами, що впливають на корозійну стійкість нержавіючої сталі, є вміст вуглецю та кількість обложених карбідів. Вуглецю, як правило, дуже мало, зазвичай менше 0.08%.
- Термостійка нержавіюча сталь: Для термостійкої нержавіючої сталі, оскільки високотемпературні механічні властивості залежать від стабільної фази осадження карбіду в сталі, вміст вуглецю вищий, ніж у корозійно-стійкої сталі, приблизно 0.20% або більше. Термостійка температура високолегованих жароміцних сталевих виливків може досягати понад 650 ℃
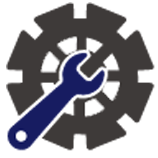
Точне лиття деталей з нержавіючої сталі стає вибором для багатьох галузей завдяки бажаним фізичним властивостям! Нержавіюча сталь є одним з найпопулярніших промислових сплавів для багатьох ливарних проектів завдяки своїм чудовим фізичним властивостям. Наведені нижче переваги зробили деталі та вироби з нержавіючої сталі життєздатним вибором для багатьох галузей промисловості та застосувань, хоча вони особливо подобаються в медичній, автомобільній, аерокосмічній, охоронній та побутовій електроніці. Хоча найкращим і найшвидшим способом масового виготовлення деталей з нержавіючої сталі є лиття під тиском, особливо лиття з корозійностійкої нержавіючої сталі, що сягає далеко вперед.
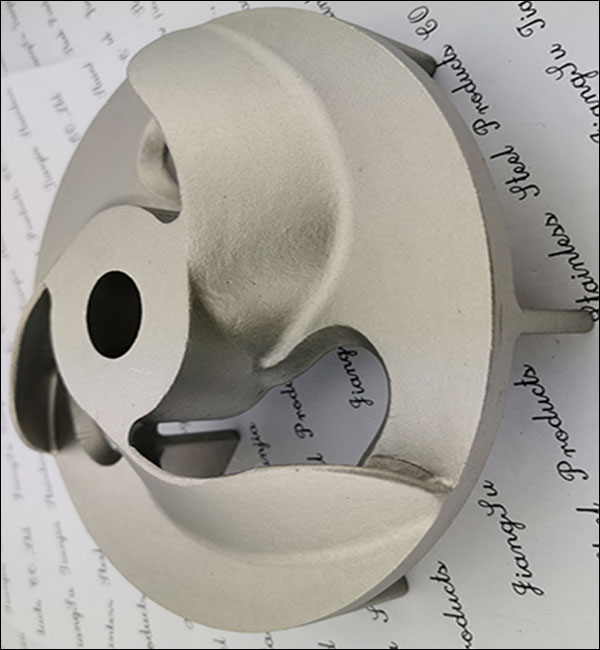
Тематичні дослідження Мінге з лиття з нержавіючої сталі
Послуги з виготовлення лиття Minghe доступні як для проектування в реальності, так і для обсягів випуску алюмінієвих деталей для лиття з низьким або великим обсягом, деталей для лиття з цинку, лиття з магнію, деталей для лиття з титану, деталей для лиття з нержавіючої сталі, деталей для лиття з міді, деталей для лиття зі сталі, лиття з латуні частини та інше.







Перейдіть, щоб переглянути більше досліджень випадків лиття деталей >>>
Виберіть найкращого постачальника лиття з нержавіючої сталі
В даний час наші ливарні деталі з нержавіючої сталі експортуються до Америки, Канади, Австралії, Великобританії, Німеччини, Франції, Південної Африки та багатьох інших країн світу. Ми зареєстровані за стандартом ISO9001-2015, а також сертифіковані SGS.
Наша спеціальна послуга виготовлення лиття з нержавіючої сталі забезпечує довговічні та доступні виливки, які відповідають вашим вимогам для автомобільної, медичної, аерокосмічної, електронної, харчової, будівельної, безпекової, морської та інших галузей промисловості. Швидко надішліть запит або надішліть креслення, щоб отримати безкоштовну пропозицію в найкоротші терміни. Зв’яжіться з нами або електронною поштою sales@hmminghe.com щоб побачити, як наші люди, обладнання та інструменти можуть забезпечити найкращу якість за найкращу ціну для вашого проекту лиття з нержавіючої сталі.
Ми надаємо послуги з кастингу:
Послуги Minghe Casting, що працюють з литтям піску, ca литтям металів, литтям під тиском, литтям пінопласту тощо.
Пісок кастинг
Пісок кастинг це традиційний процес лиття, який використовує пісок як основний модельний матеріал для виготовлення форм. Гравітаційне лиття зазвичай застосовується для піщаних форм, а лиття під низьким тиском, відцентрове лиття та інші процеси також можуть застосовуватися, коли є особливі вимоги. Відливання з піску має широкий діапазон пристосованості, можна використовувати дрібні шматки, великі шматки, прості шматки, складні шматки, одиничні шматки та великі кількості.
Постійне лиття цвілі
Постійне лиття цвілі мають тривалий термін служби та високу ефективність виробництва, не тільки мають гарну точність розмірів і гладку поверхню, але також мають вищу міцність, ніж виливки з піску, і рідше пошкоджуються при заливанні того самого розплавленого металу. Отже, при масовому виробництві середніх та малих виливків з кольорових металів, до тих пір, поки температура плавлення ливарного матеріалу не надто висока, металеве лиття зазвичай є кращим.

Кастинг інвестицій
Найбільша перевага інвестиційний лиття полягає в тому, що, оскільки інвестиційні виливки мають високу точність розмірів та обробку поверхні, вони можуть зменшити обробні роботи, але залишають трохи припуску на обробку деталей із вищими вимогами. Видно, що використання методу лиття під тиском може заощадити багато верстатобудування та обробних людських годин, а також значно заощадити металеву сировину.
Лиття з втраченою піною
Втрачена піна лиття полягає у поєднанні моделей з парафінового воску або пінопласту, подібних за розміром та формою виливки, в кластери моделей. Після чищення та сушіння вогнетривких покриттів їх закопують у сухий кварцовий пісок для вібраційного моделювання та виливають під негативним тиском для газифікації моделі. , Рідкий метал займає позицію моделі та утворює новий метод лиття після затвердіння та охолодження.

Лиття під тиском
Лиття під тиском - це процес лиття металу, який характеризується подачею високого тиску на розплавлений метал за допомогою порожнини форми. Форми, як правило, виготовляються із сплавів високої міцності, і цей процес дещо схожий на лиття під тиском. Більшість виливків без штампів не містять заліза, таких як цинк, мідь, алюміній, магній, свинець, олово та свинцево-олов'яні сплави та їх сплави. Minghe був вершиною Китаю служба лиття під тиском так як 1995.
Відцентрове лиття
Відцентрове лиття являє собою техніку та спосіб впорскування рідкого металу у високошвидкісну обертову форму, так що рідкий метал відцентровим рухом заповнює форму і формує виливку. Завдяки відцентровому руху рідкий метал може добре заповнити форму в радіальному напрямку і сформувати вільну поверхню виливка; він впливає на процес кристалізації металу, тим самим покращуючи механічні та фізичні властивості виливка.

Відливання низького тиску
Відливання низького тиску означає, що форма, як правило, розміщується над герметичним тиглем, а стиснене повітря подається в тигель, щоб викликати низький тиск (0.06 ~ 0.15 МПа) на поверхні розплавленого металу, так що розплавлений метал піднімається з труби стояка до заповнити форму і контролювати затверділий метод лиття. Цей метод лиття має гарну подачу і щільну структуру, легко відливає великі тонкостінні складні виливки, не має стояків і коефіцієнт відновлення металу 95%. Відсутність забруднення, проста в реалізації автоматизація.
Вакуумне лиття
Вакуумне лиття - це процес лиття, при якому метал виплавляють, виливають та кристалізують у вакуумній камері. Вакуумне лиття може мінімізувати вміст газу в металі та запобігти окисленню металу. Цей метод дозволяє отримати дуже вимогливі виливки зі спеціальної легованої сталі та надзвичайно легко окислювані виливки з титанових сплавів. У Minghe Casting є підзавод з вакуумного лиття, якого достатньо для вирішення всіх проблем, пов’язаних з вакуумним литтям