
Вплив трьох ріжучих елементів на ефективність обробки
Всім відомо, що при підвищенні ефективності обробки збільшення трьох елементів різання (швидкість різання, глибина різання та швидкість подачі) є найпростішим і прямим методом. Однак удосконалення трьох елементів різання інструменту, як правило, обмежується існуючими умовами конструкції верстата. Тому найдешевший спосіб - вибрати хороший інструментальний матеріал.
Правило визначення трьох елементів різання
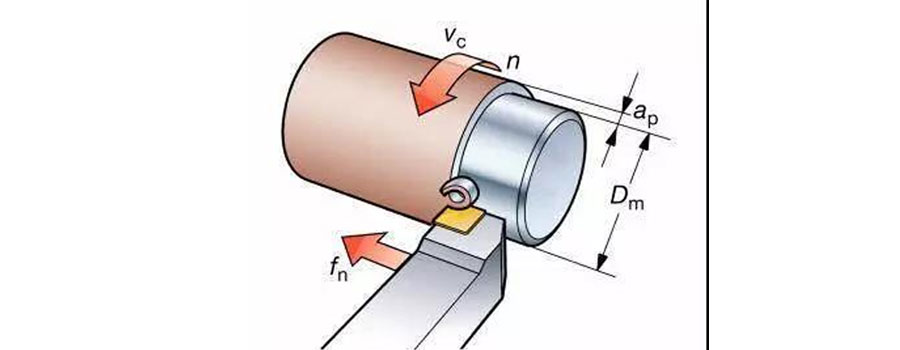
Визначте глибину ножа, кількість подачі та лінійну швидкість різання.
Глибина різання: зазвичай визначається відповідно до припуску на обробку;
Швидкість подачі: швидкість подачі при чорновій обробці визначається потужністю верстата, а швидкість подачі чистової обробки визначається шорсткістю поверхні;
Швидкість різання: визначається відповідно до матеріалу інструменту та швидкості шпинделя верстата.
З точки зору вдосконалення ЧПУ ефективність, збільшення глибини різання, ймовірно, є методом, який варто розглянути. Одна з важливих причин полягає в тому, що експерименти показали, що коли глибина різання дорівнює 10 -кратному подачі, збільшення глибини різання матиме мінімальний вплив на довговічність інструменту. Якщо збільшити швидкість різання, зміна швидкості різання призведе до зміни міцності інструменту майже вдвічі швидше; якщо подачу змінити, довговічність інструменту також може бути змінена приблизно однаково. Тому, коли так званий "чистий розмір" не може бути досягнутий для заготовок нашого режиму масового виробництва, збільшення глибини різання-це вибір, який дозволяє досягти високоефективного виробничого циклу без істотного збільшення витрат на інструмент.
Вибір інструмента
Інструменти з твердосплавного твердого сплаву є основними інструментами на сучасному ринку інструментів. Всі знайомі з цим засобом. Ви можете налаштувати три ріжучі елементи з твердосплавного інструменту відповідно до фактичних умов обробки, щоб максимально збільшити термін служби інструменту та ефективність обробки. Однак кубічний азот Розвиток інструментів на основі бору тривав недовго, і багато людей ніколи не торкалися таких інструментів. Проте з появою твердих матеріалів та матеріалів, що важко піддаються обробці, кубічні інструменти з нітриду бору поступово з’явились у полі зору кожного. Але багато людей часто думають, що кубічні інструменти з нітриду бору обмежуються швидкісним різанням та обробкою.
Насправді, завдяки безперервним науково -дослідним роботам та інноваціям у галузі надтвердого матеріалу, кубічні інструменти з нітриду бору широко використовуються у процесах грубої обробки та переривчастих умовах різання. Вибір кубічних інструментів з нітриду бору такий самий, як у інструментів з твердосплавного твердого сплаву. Залежно від різних матеріалів заготовки, вибираються різні марки інструментів та структура інструменту.
Комбіноване зварювальне кубічне лезо нітриду бору зазвичай використовується для процесу обробки. Вона має лише ріжучу частину кубічного матеріалу нітриду бору, а матриця являє собою цементовану твердосплавну матрицю. Глибина ножа контролюється в межах 0.5 мм, тому його можна використовувати лише для оздоблювальних процесів, для тих, у кого великі поля і нерівні поверхні, виберіть цілісне кубічне лезо нітриду бору. Все тіло зроблено з кубічного нітриду бору. Глибина різання становить 1-10 мм, а термін служби інструменту зазвичай становить 3 години/ ріжуча кромка.
З ходом досліджень інструментів із кубічним нітридом бору та реальними потребами в обробці оригінальна високошвидкісна обробка перетворилася на періодичну, грубу та напівфабрикатну, а також може бути використана на звичайних верстатах; вартість використання також більш економічна.
Подальше читання
Діапазони механічної обробки кубічних інструментів з нітриду бору та інструментів із твердосплавного твердого сплаву перекриваються. Наприклад, можна обробляти сірий чавун, інструменти з твердосплавного карбіду та кубічні інструменти з нітриду бору. Ви можете вибрати більш економічний та економічно вигідний інструментальний матеріал, цементований карбід відповідно до потреб підприємства. Через власні обмеження продуктивності максимальна лінійна швидкість інструменту може досягати 350 м/хв, тоді як кубічний інструмент з нітриду бору може досягати 1500 м/хв. У той же час довговічність кубічного інструменту з нітриду бору в 30-50 разів перевищує термін служби звичайного інструменту з твердосплавного твердого сплаву. Термін служби шаруватого твердосплавного інструменту в 5-15 разів.

Однак компанії не вибирають сліпо кубічні інструменти з нітриду бору для обробки сірого чавуну. Адже ціна на кубічні інструменти з нітриду бору вища, ніж на інструменти з твердосплавного твердого сплаву. Тому рекомендується вибирати для масового виробництва та високі вимоги до ефективності обробки. Для кубічних різальних інструментів з нітриду бору, якщо ефективність обробки не висока і мало робочих місць, вибирати ріжучі інструменти з твердосплавного цементу є більш економічним та економічно вигідним.
Зберігайте джерело та адресу цієї статті для передруку:Вплив трьох ріжучих елементів на ефективність обробки
Мінге Компанія лиття під тиском присвячені виробництву та забезпеченню якісних та високоефективних деталей для лиття (в асортимент в основному входять деталі для лиття під тиском Тонкостінне лиття під тиском,Лиття гарячої камери,Лиття під тиском холодної камери), Круглий сервіс (служба лиття під тиском,Обробка ЧПУ,Виготовлення цвілі, Обробка поверхні). Будь-які спеціальні виливки з алюмінію, лиття під тиском магнію або замаку / цинку та інші вимоги до виливків запрошуються до нас.

Під контролем ISO9001 та TS 16949 усі процеси здійснюються за допомогою сотень вдосконалених машин для лиття під тиском, 5-осьових машин та інших об'єктів, починаючи від бластерів і закінчуючи пральними машинами Ultra Sonic. команда досвідчених інженерів, операторів та інспекторів, щоб здійснити дизайн замовника.

Контрактний виробник лиття під тиском. Можливості включають алюмінієві деталі для лиття під тиском із холодної камери від 0.15 фунтів. до 6 фунтів., швидке налаштування заміни та механічна обробка. Послуги з доданою вартістю включають полірування, вібрацію, зняття задирок, дробеструйну обробку, фарбування, покриття, нанесення покриттів, складання та оснащення. Матеріали, з якими працювали, включають сплави, такі як 360, 380, 383 та 413.

Допомога у проектуванні лиття під тиском цинку / паралельні інженерні послуги. Спеціальний виробник прецизійних виливків з цинкової штампу. Можуть бути виготовлені мініатюрні виливки, виливки під тиском під тиском, виливки з багатоковзових форм, звичайні виливки в прес-формах, виливки під тиском та незалежні виливки під тиском та виливки з порожниною. Виливки можуть виготовлятися з допуском довжини та ширини до 24 дюймів в +/- 0.0005 дюйма.

Сертифікований виробник литого магнію за стандартом ISO 9001: 2015. Можливості включають лиття під тиском магнію під тиском до 200 тонн гарячої камери та 3000 тонн холодної камери, проектування інструментів, полірування, лиття, механічна обробка, фарбування порошком та рідиною, повний контроль якості з можливостями ШМ , складання, упаковка та доставка.

Сертифіковано ITAF16949 Додаткова послуга кастингу включає інвестиційний лиття,піщане лиття,Гравітаційний лиття, Лиття з втраченою піною,Відцентрове лиття,Вакуумне лиття,Постійне лиття цвілі, .Можливості включають EDI, інженерну допомогу, тверде моделювання та вторинну обробку.

Ливарне виробництво Тематичні дослідження деталей для: автомобілів, мотоциклів, літальних апаратів, музичних інструментів, водних суден, оптичних приладів, датчиків, моделей, електронних пристроїв, корпусів, годинників, машин, двигунів, меблів, ювелірних виробів, джиґів, телекомунікацій, освітлення, медичних приладів, фотоприладів, Роботи, скульптури, звукове обладнання, спортивне обладнання, інструменти, іграшки та багато іншого.
Що ми можемо допомогти вам зробити далі?
∇ Перейдіть на домашню сторінку для Лиття під тиском Китай
→Частини лиття-З'ясуйте, що ми зробили.
→ Порівняні поради про Послуги з лиття під тиском
By Виробник лиття під тиском Minghe | Категорії: Корисні статті |Матеріал Ключові слова: Лиття з алюмінію, Цинкове лиття, Відливання магнію, Титанове лиття, Лиття з нержавіючої сталі, Лиття з латуні,Бронзовий лиття,Кастинг відео,Історія компанії,Лиття з алюмінієвого лиття | Коментарі вимкнено







